CELO西螺, 全球工业化紧固件制造商
螺钉失效会造成最终产品的损坏和高成本损失。 导致螺钉断裂的原因有很多,氢脆是其中一个原因。
氢脆(HE)是由于结构中吸收了氢原子,再加上载荷或拉应力,导致金属或合金在一定时间后发生脆性断裂(延迟断裂)而导致的延展性永久丧失的现象。
由氢脆引起的螺钉失效只发生在安装后的一段时间(延迟断裂),并且是承载拉应力的螺钉。
延迟失效可能在几个小时或几天后发生,并且没有明显的迹象。 它不会在安装后立即发生,也不会在几个月后发生。
根据氢的来源,氢脆主要分为两种类型,内部氢脆(IHE)和环境氢脆(EHE)。
内部氢脆(IHE)是由炼钢和/或酸洗清洁、电镀等加工过程中吸收的残余氢而引起的。
环境氢脆(EHE)是由于金属在应力下,例如在服役中的紧固件,从外部引入氢而引起的。
1. 为什么氢脆失效会发生?
2. 氢脆是如何发生的
3. 如何将螺钉的内部氢脆风险最小化?
4. CELO如何帮助您的组件避免氢脆问题
5. 检测氢脆的测试
三个基本条件必须同时存在才能导致氢脆失效。这些条件在维恩图中得到了合适的展示:
如果您有任何疑问,请联系我们帮您解决!
氢脆通常经由3个步骤发生
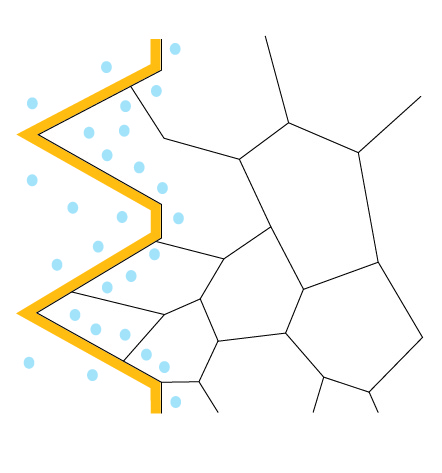
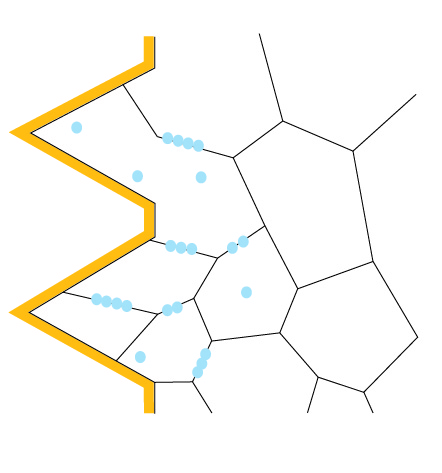
1. 吸氢: 在室温下,氢原子可以被碳钢合金在各种加工过程中吸收,如酸洗、电镀或暴露于含氢环境有关的制造过程中。
2. 扩散: 被吸收的氢原子具有很强的流动性,可以扩散到晶界、位错、夹杂等应力大的区域,氢在金属晶界处形成空洞。 氢扩散到材料中的结果是失去延展性,使其更脆,更容易开裂。
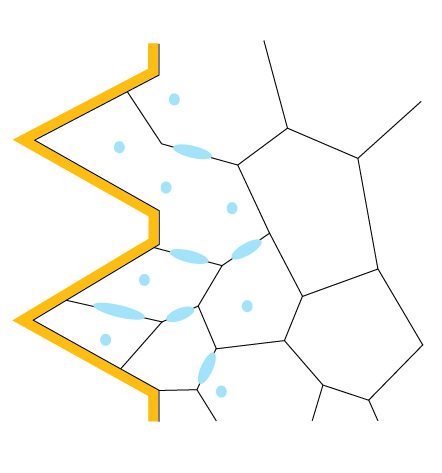
3. 脆化: 给予足够的时间,当螺钉暴露在高拉伸应力下时,这些空隙对金属晶粒施加额外的压力,形成沿弱化晶界生长的初始裂纹,直到螺钉最终断裂。 这个过程被称为晶间开裂。
1. 吸氢
2. 氢在晶界、位错或杂质等优先位置聚集
3. 在应力下,裂纹会增长并导致开裂
在拉应力作用下产生裂纹时,裂纹尖端处应力高度集中。 如果碰巧有足够数量的氢,它便与裂纹尖端相互作用并开始裂纹的扩展。 (图1.)
氢脆断裂既没有迹象也不能预测,尽管制造工艺已经优化到最小化氢脆的风险,但没有一种生产方法可以保证完全消除氢脆。
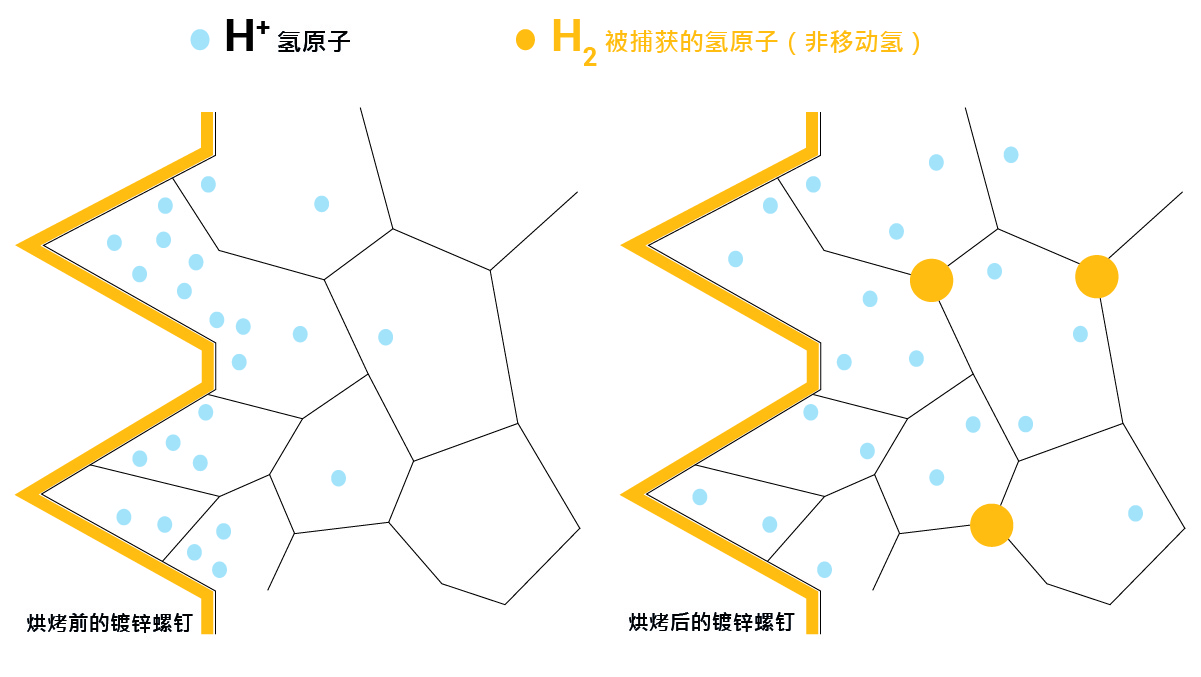
电镀过程会产生氢,氢可以被螺钉吸收。 烘烤过程的目的是析出尽可能多的氢,并将其余的氢迁移到陷阱点,使其稳定在钢结构中。这将减少导致氢脆的可移动氢的数量。
氢脆失效是不可预测的。 所以必须在设计和制造阶段努力防止它。
CELO应用工程师可以通过以下方式帮助我们的客户防止组件中的氢脆失效:
许多流行的涂层,如镀锌(ASTMB633),在螺钉周围形成一个屏障,不允许氢轻易地从螺钉中扩散出去。 孔隙多的涂层可确保更大程度的氢扩散出螺钉,最大限度地减少脆化风险。
我们知道如何帮助您
我们的应用工程师可以帮助您选择满足腐蚀要求的最佳涂层。
国际标准ISO 15330:1999描述了在室温下检测螺钉发生氢脆的试验程序。该测试的方法是引入能够加速脆化过程的应力,来揭示氢脆开裂的敏感性。
我们CELO实验室可以进行这项测试。 如果这项试验要求,请在螺钉选型时提前告知。
 目录
目录 中文
zh 中文EN English
中文
zh 中文EN English